The patented Milestone ultraCLAVE achieves extraordinary performance capabilities by combining SRC patented technology with the highest throughput available in the market.
Automatic operations with the unique ultraCLAVE technology
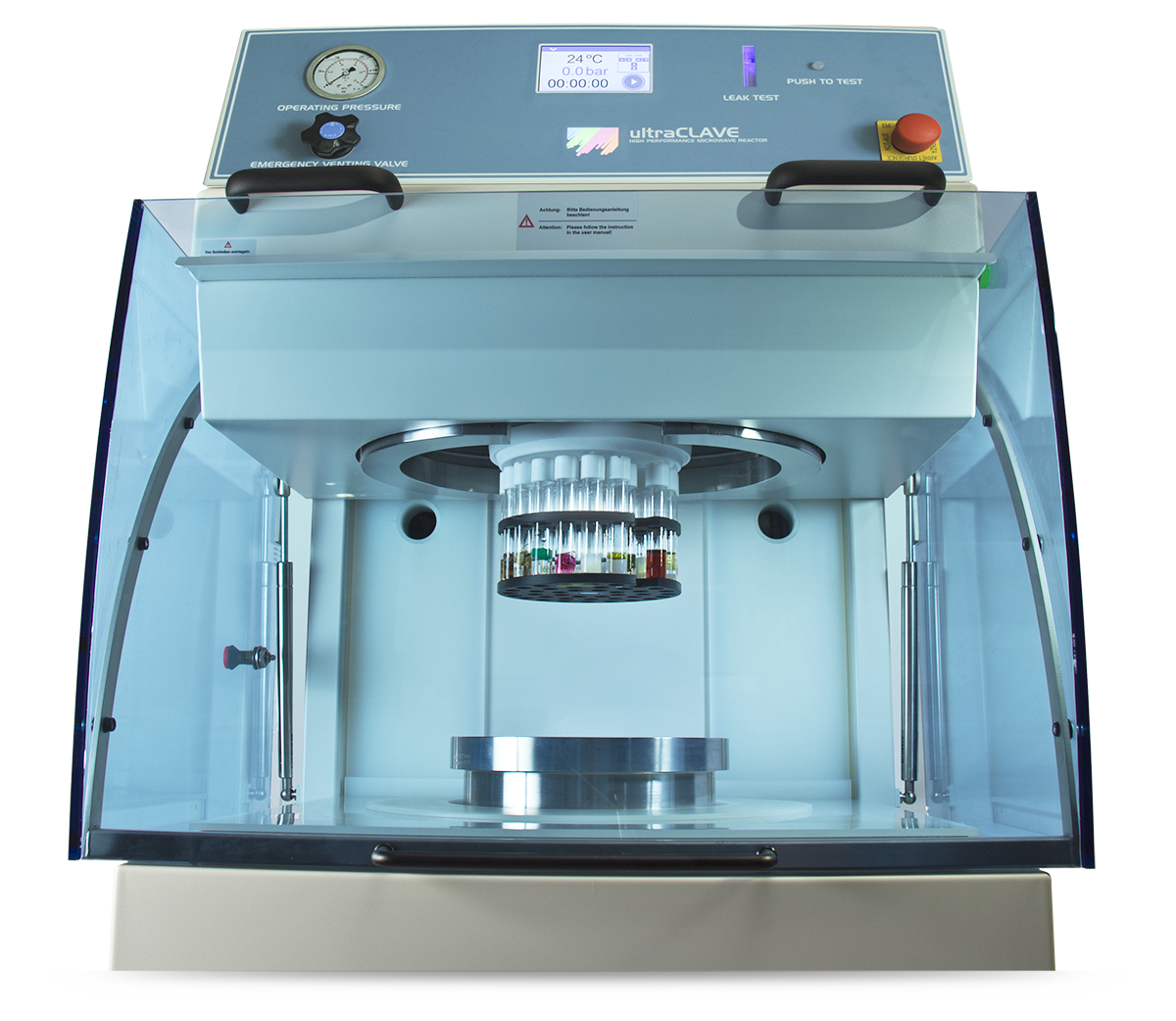
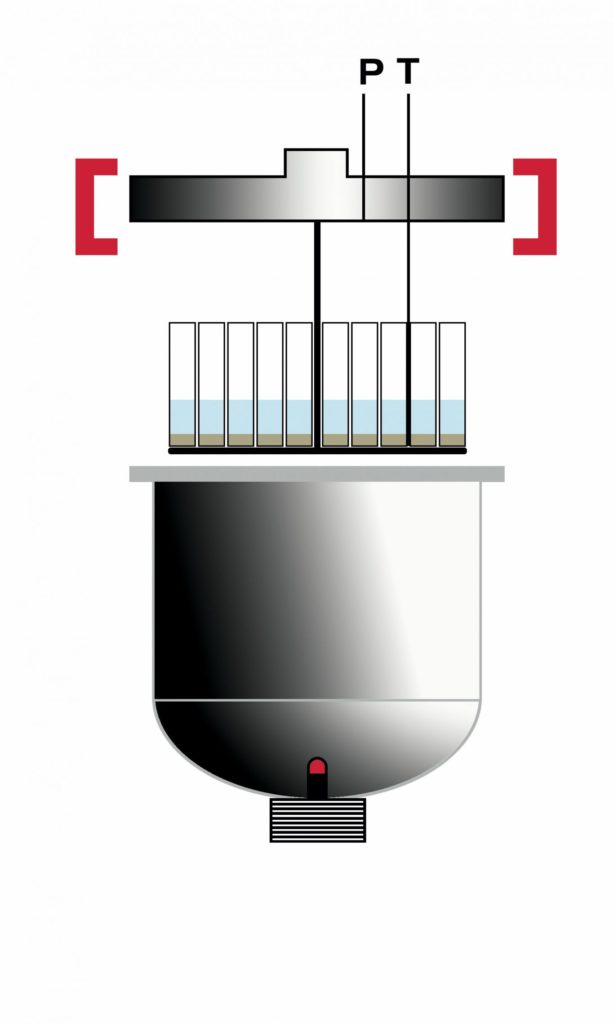
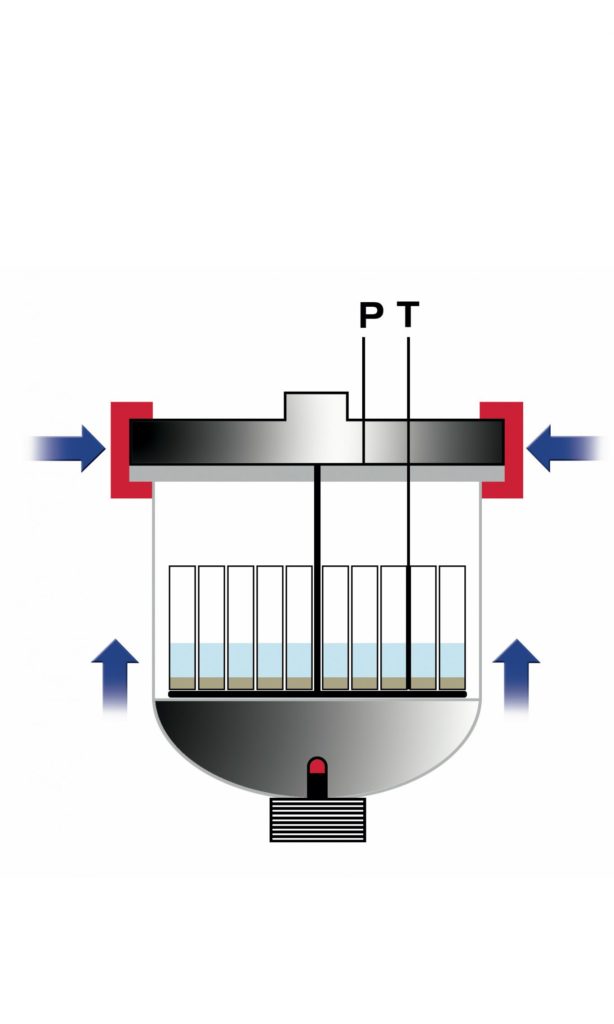
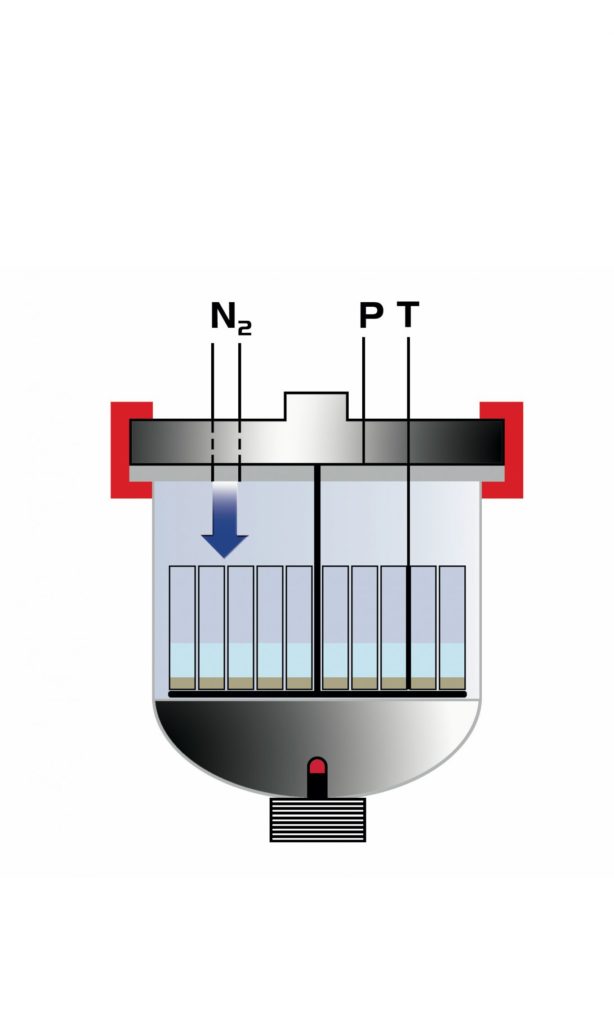
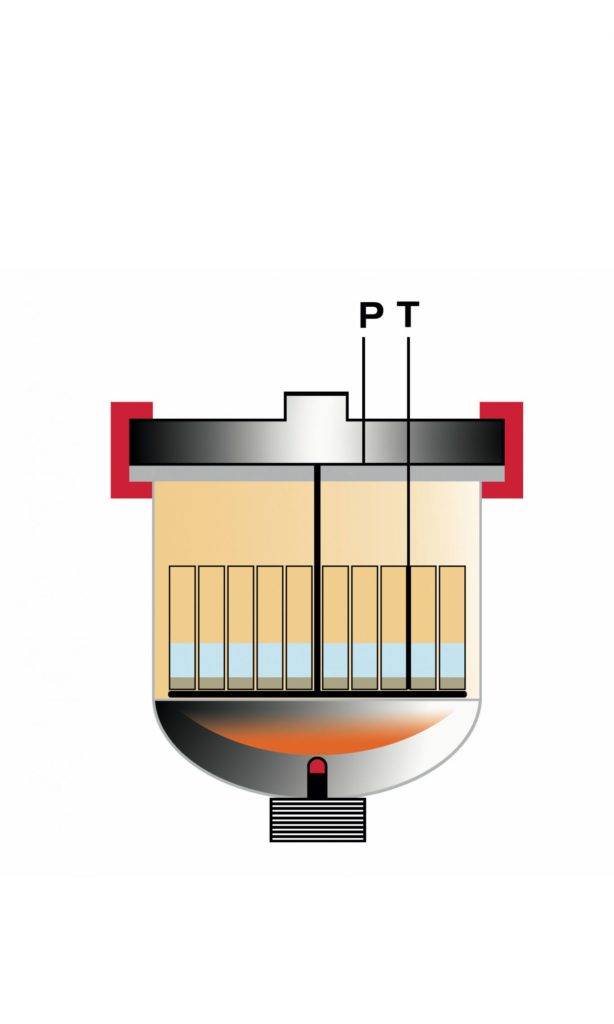
The patented Milestone ultraCLAVE achieves extraordinary performance capabilities by combining direct microwave heating in a high pressure reactor, which acts simultaneously as microwave cavity and vessel. Microwave energy is introduced into the reactor through a unique microwave port. This focused-multimode cavity design ensures maximum sample heating efficiency. Heat generated in the reactor is removed by a re-circulating cooling system, and the stainless steel vessel remains at approximately room temperature throughout the entire heating cycle.
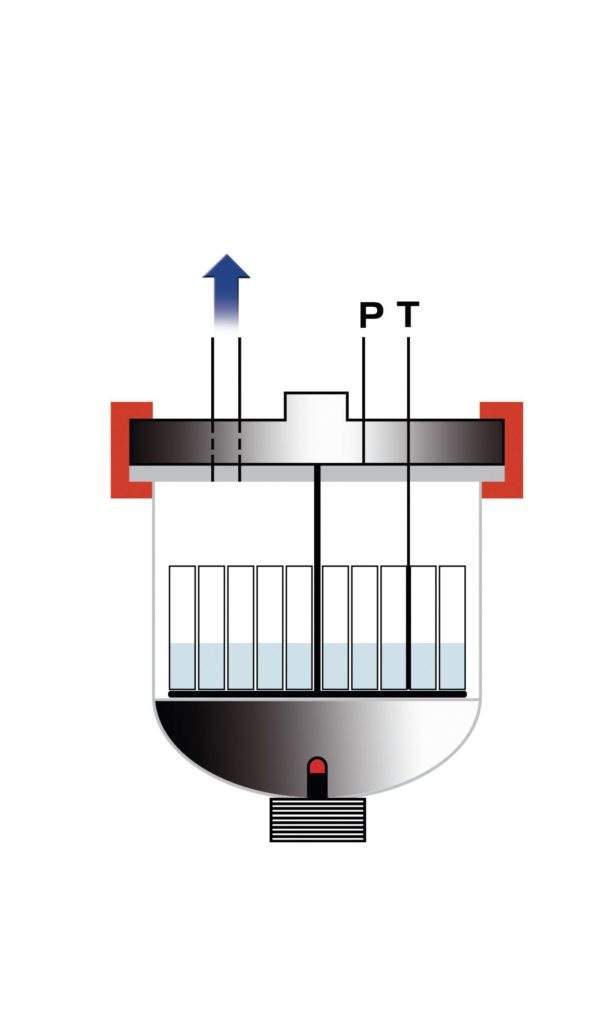
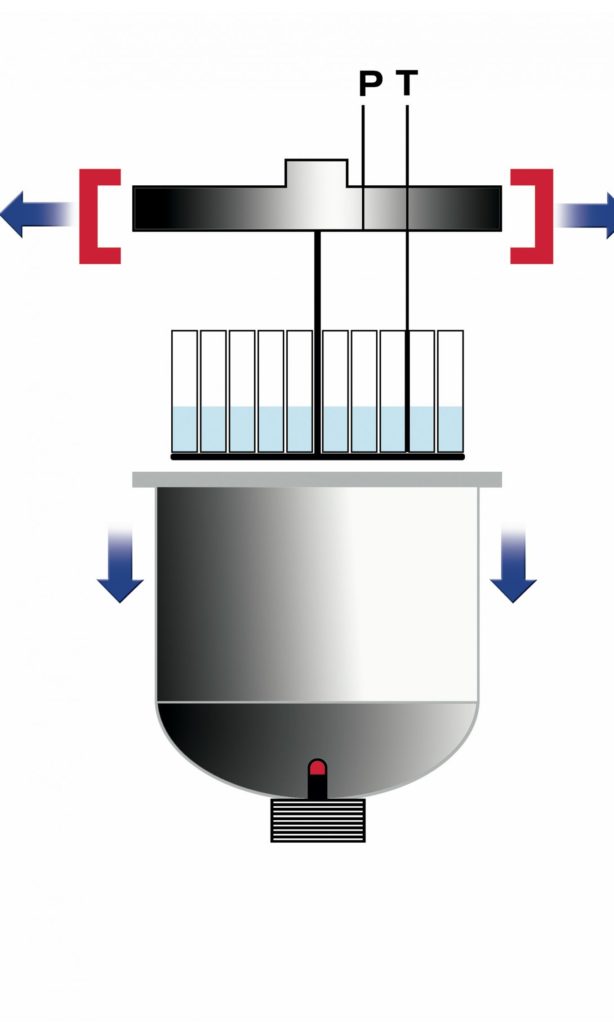
The ultraCLAVE is designed for simplicity of use. Loading a rack of samples into the chamber is the only manual operation required. The reaction chamber is sealed, pressurized, heated, cooled, vented, and opened all under computer control.
The system dramatically reduces the labor compared to conventional microwave systems.
Several standard racks are designed to hold 6 to 77 individual sample containers made of glass, quartz, or TFM. Moreover, with the ultraCLAVE it is possible to process a single, very large sample in a TFM liner fitted to the entire reaction chamber. The individual sample vessels are much simpler in design than in conventional microwave vessel assemblies, ensuring long-term cost savings.
Many dissimilar samples and chemistries can be combined in a single run in the ultraCLAVE.
Chemists can digest large batches of mixed sample types and even certified reference materials can be processed along with unknown samples for method validation.